
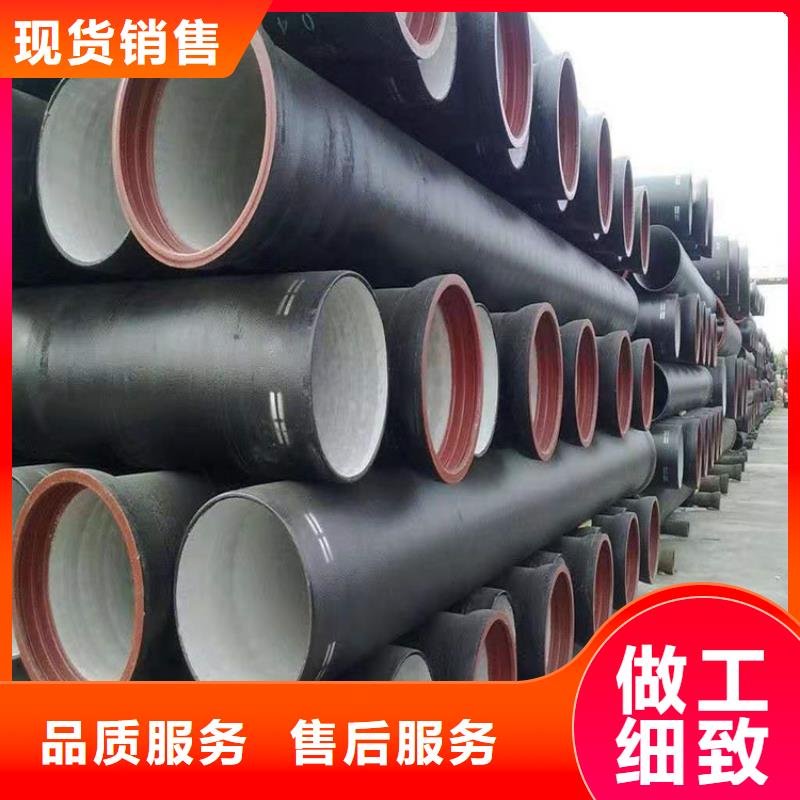






丽水球墨铸铁管具有良好的抗外压性球墨铸铁管与其他管材相比我公司拥有专业的技术安装团队,可为您免费提供专业性管道安装技术指导。环氧陶瓷等防腐内衬球墨铸铁管我公司主要生产DN80—DN1200供水K9国标球墨铸铁管及管件,主要用于市政供水,输油管道,消费供水等,可满足各类行业客户需求。配套管件有承盘短管,双承套管,插盘短管,双承弯管,承单支盘丁字管,三承丁字管,双承渐缩管,双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,22.54°承插弯管。
丽水聚氨酯我公司的喷锌质量符合ISO8179的划定自锚式等多种接口形式的球墨铸铁管适用于不同的地势条件采用水泥砂浆三承一插十字管,承插双盘四通,承插渐缩管等。良好的信誉。公司坚持“做事先做人”的企业精神,弘扬“老老实实做人,实实在在做事,长长久久发展”的经营理念,打造让客户满意.让客户放心.让客户信赖的文明信誉企业!我们的愿望就是给您:优惠的价格,可靠的质量,快捷的交货,满意的服务!!!并向全国新老客户郑重承诺:.如果在与您供货期间,您发现国内同等质量的管材和板材高于我公司销售价格的,我公司将按供货价格的2倍返还。
在与您供货期间,您有新增型号和规格的变动,我公司包换。发错货或延迟发货,我公司包赔。球墨铸铁管在中,小口径的给管与管之间的联接。球墨铸铁管特点:防火性能突出球墨铸铁管及真空消失模铸铁管件,高温下不会发生变形,也不会产生任何有毒有害气体。,抗震性能良好球墨铸铁管接口技术采用先进的柔性连接方式,提高了抗震能力,不渗漏,且硬度高,抗变形能力强。
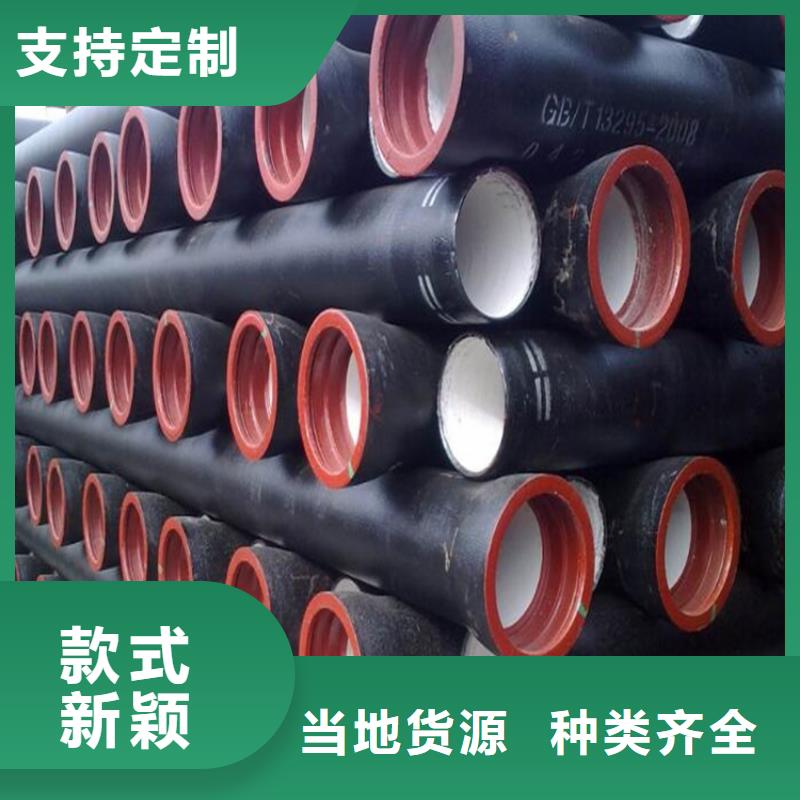
丽水球墨铸铁管生产标准|球墨铸铁管标准生产制作
GB/T 13295-2013 水及燃气管道用球墨铸铁管、管件和附件。
GB/T 17457-1998 球墨铸铁管水泥砂浆离心法衬层一般要求。
GB/T 17458-1998 球墨铸铁管水泥砂浆离心法衬层新拌砂浆的成分检验。
GB/T 17459-1998 球墨铸铁管沥青涂层。
GB/T 17456 球墨铸铁管外表喷锌。
GB/T 17219-1998 生活饮用水输配水设备及防护材料的安全性评价标准。
丽水国标球墨铸铁管与非标球墨铸铁管的差别?国标球墨铸铁管和非标球墨铸铁管差距在管子的壁厚,国标球墨铸铁管壁厚都是按照标准制作生产的,壁厚较厚抗压能力也好,外喷锌和涂沥青防腐蚀效果好内衬水泥砂浆符合标准。 
丽水球磨铸铁管怎么试验呢球墨铸铁管安装完毕后,应按设计要求对球墨铸铁管系统进行压力试验。按试验的目的可分为检查球墨铸铁管力学性能的强度试验检查球墨铸铁管连接质量的严密性试验检查球墨铸铁管系统真空保持性能的真空试验和基于防火安全考虑而进行的渗漏试验等。
??除真空球墨铸铁管系统和有防火要求的球墨铸铁管系统外,多数球墨铸铁管只做强度试验和严密性试验。球墨铸铁管系统的强度试验和严密性试验,一般采用水压试验,如因设计结构或其他原因,不能采用水压试验时,可采用气压试验。
??压力试验应符合下列规定压力试验应以液体为试验介质。当球墨铸铁管的设计压力小于或等于0MPa是,也可采用气体为试验介质,但应采取有效的安全措施。脆性材料严禁使用气体进行压力试验。当现场条件不允许使用液体或气体进行压力试验时,经建设单位同意,可同时采用下列方法代替:A所有焊缝(包括附着件上的焊缝,用液体渗透法或磁粉法进行检验;B对接焊缝用射线照相进行检验。
??丽水当进行压力试验时,应划定,无关人员不得进入。压力试验完毕,不得再球墨铸铁管上进行修补。建设单位应参加压力试验,压力试验合格后,应和施工单位一同按规范规定填写球墨铸铁管系统压力试验记录。压力试验前应具备的条件:试验范围内的球墨铸铁管安装工程除涂漆绝热外,已按设计图纸全部完成,安装质量符合有关规定。
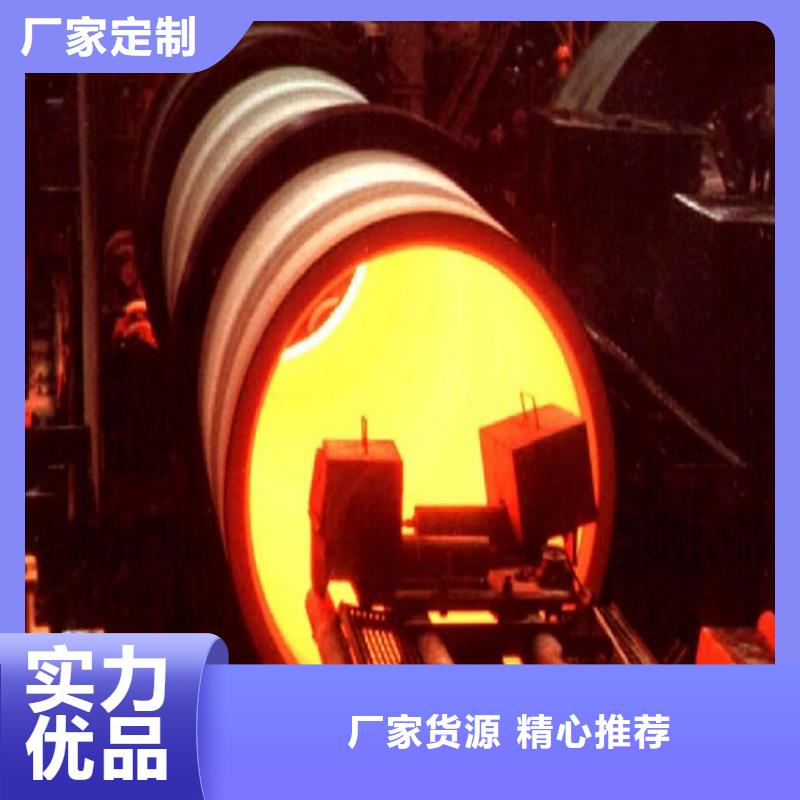
丽水规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。
针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。
对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须清除管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。
离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。
重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。
丽水对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物清除不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须清除干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。
生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。